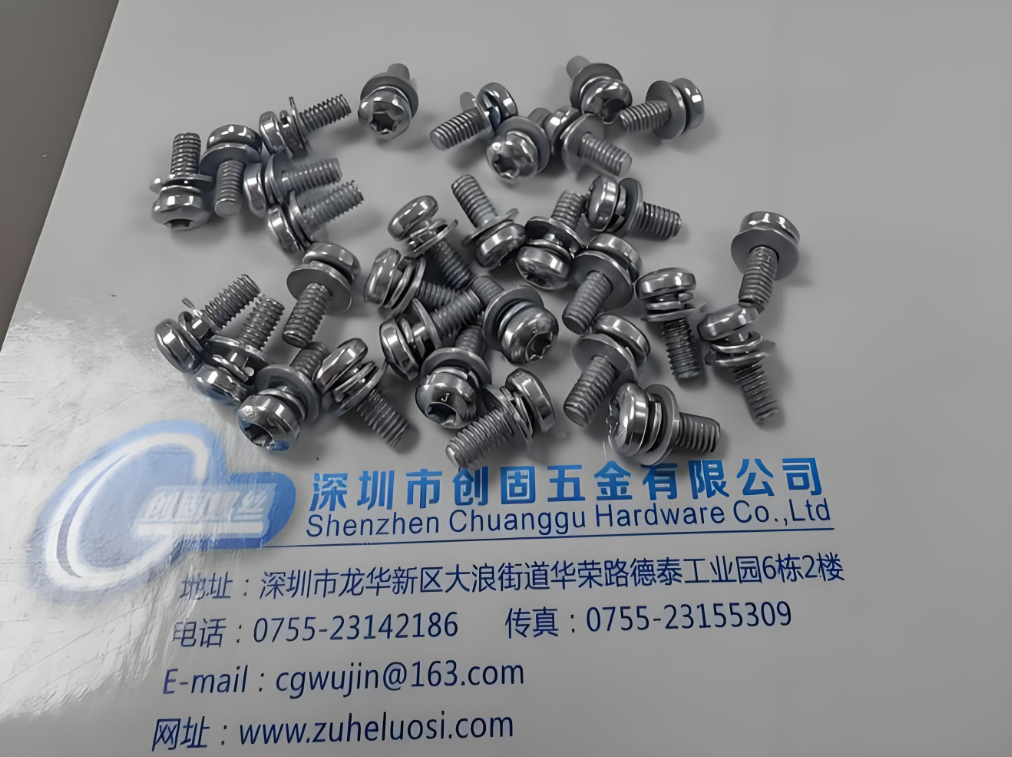
圆头内梅花组合螺钉是内梅花螺钉配一个平垫再配一个弹垫组合而成的三组合件,其生产制造工艺主要如下:
螺钉冷镦:先使用内梅花冲头冷墩出内梅花螺钉,内梅花的大小需配合客户的要求。
此步骤是形成螺钉头部内梅花形状以及初步塑造螺钉整体外形的关键环节,冷墩工艺能够使金属材料在塑性变形过程中,提高材料的致密度和力学性能,让螺钉具备一定的强度和韧性。

穿垫操作:在没搓好牙的内梅花螺钉墩打好后,需要配上弹垫和平垫。如果生产数量少,为节省成本,一般采用人工手动穿垫的方式;
若数量多,则直接使用自动穿垫机,自动穿垫机能够提高生产效率,保证穿垫的一致性和准确性。
表面处理(针对铁材质):如果是铁的内梅花组合螺钉,由于铁容易生锈,所以需要进行电镀处理。
根据客户所需要的电镀颜色,将组合螺钉拿到电镀厂进行电镀,常见的电镀层有镀锌、镀镍等,
这些电镀层不仅可以赋予螺钉不同的外观颜色,更重要的是能够增强其耐腐蚀性,延长螺钉的使用寿命 。
搓牙工序:对已经完成穿垫和(或)表面处理的组合螺钉进行搓牙操作,通过搓丝板在螺钉的螺杆部分形成螺纹,
螺纹的规格和精度需要符合相关标准或客户要求,以确保与螺母或被连接件的螺纹孔良好配合。
质量检测:对生产完成的圆头内梅花组合螺钉进行全面的质量检测,包括尺寸测量(如螺纹直径、长度、头部尺寸等是否符合要求)、
外观检查(有无裂纹、毛刺、镀层缺陷等)、力学性能测试(如抗拉强度、扭矩等),只有通过质量检测的产品才能进入市场销售和使用。








